CRA Weld Overlay Pipe: Applications, Benefits, and Future Outlook
Written by
Published on
CRA Weld Overlay Pipe: Applications, Benefits, and Future Outlook
As oil, gas, and energy transition projects move into harsher environments, operators must balance pipeline integrity, corrosion resistance, and cost efficiency. One proven technology for critical piping systems is Corrosion-Resistant Alloy (CRA) weld overlay pipe. By applying a CRA layer to the internal surface of a carbon steel pipe, weld overlay combines the mechanical strength of carbon steel with the corrosion protection of high-alloy materials.
This article explores how CRA weld overlay pipe is manufactured, why it is used, its technical advantages and challenges, and how it compares to alternatives such as clad pipe and mechanically lined pipe.
Table of Contents
What Is CRA Weld Overlay Pipe?
Definition
Manufacturing Process
Why Use CRA Weld Overlay Pipe?
Corrosion Resistance in Aggressive Service
Design Flexibility
Applications in Energy Projects
Offshore Oil and Gas
Onshore and Petrochemical Service
Energy Transition Applications
Technical Considerations
Bonding and Metallurgy
Inspection and Testing
Limitations
Comparison With Alternative Pipe Types
Case Studies and Industry Adoption
Future Outlook
Conclusion – Key Takeaways
References
What Is CRA Weld Overlay Pipe?
Definition
CRA weld overlay pipe is a bi-metallic pipeline solution in which a layer of corrosion-resistant alloy is deposited onto the inner surface of a carbon steel pipe. Unlike mechanically lined or clad pipe, the CRA is bonded by welding, creating a fully metallurgical bond.
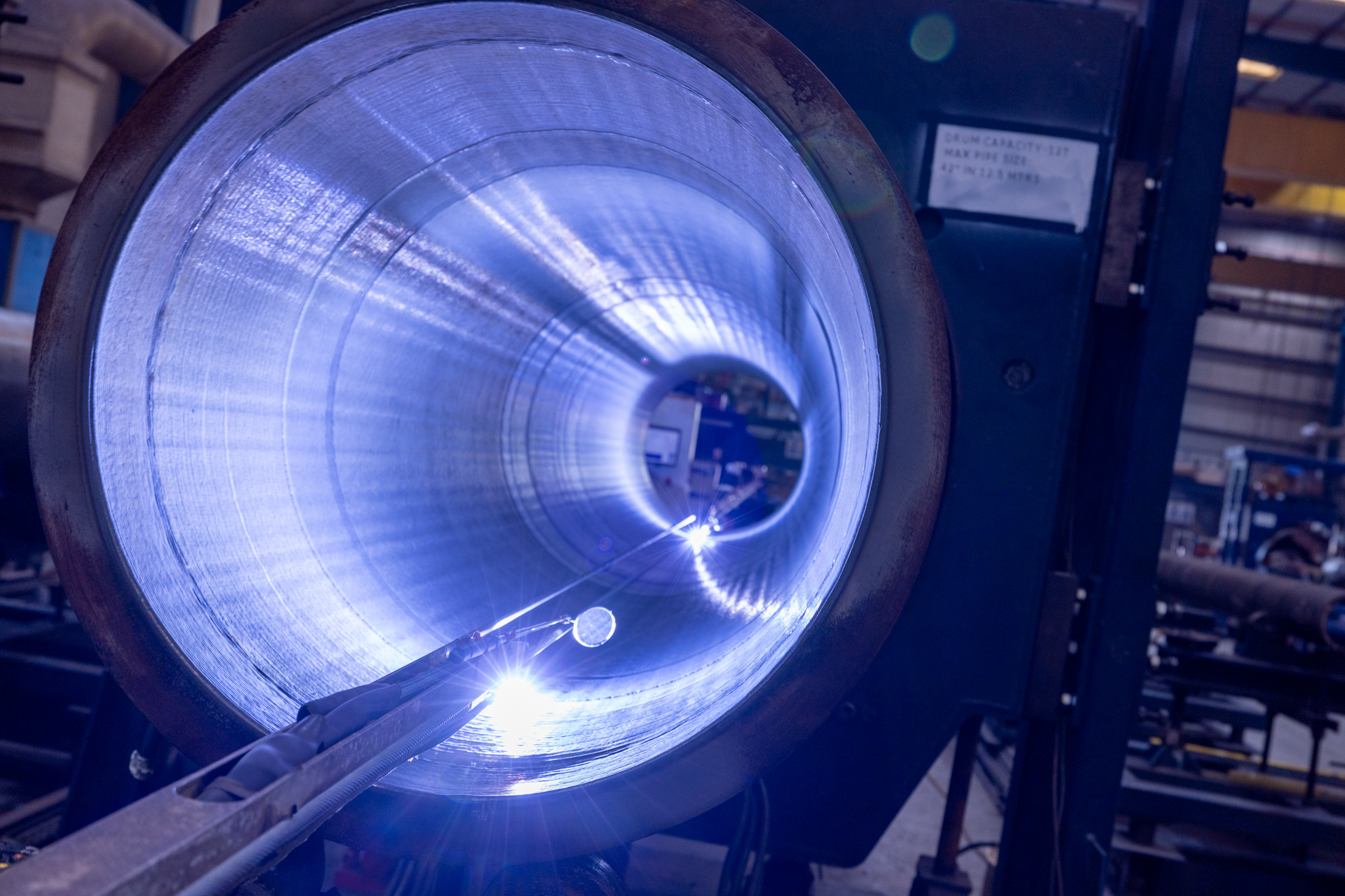
Manufacturing Process
Pipe preparation: A carbon steel pipe provides structural strength.
Weld deposition: CRA alloys (e.g., Alloy 625, 825, or stainless steel grades) are welded onto the inner surface using techniques such as GTAW (TIG), GMAW (MIG/MAG), or SAW (submerged arc).
Machining: The weld overlay surface is machined to achieve precise thickness and smoothness.
Inspection: NDT methods (ultrasonic, eddy current, dye penetrant) confirm bond integrity and thickness control (DNV-ST-F101, 2021).
Excellent resistance to CO₂, H₂S, chlorides, and seawater injection.
Well-suited for sour service and high-pressure, high-temperature (HP/HT) conditions.
Reduces the risk of through-wall failure and extends operational life.
Design Flexibility
Applicable to pipes, bends, tees, valves, and fittings, making it versatile where mechanically lined pipe may not be feasible.
Can achieve custom CRA thickness to suit project specifications.
Applications in Energy Projects
Offshore Oil and Gas
Weld overlay is extensively used in subsea manifolds, risers, and flowlines requiring enhanced corrosion resistance. Offshore operators value weld overlay for its proven reliability in HP/HT and sour fields (OnePetro, 2020).
Onshore and Petrochemical Service
Refineries and petrochemical plants use CRA weld overlay pipes for handling corrosive fluids.
Common in sour gas treatment, seawater injection, and acid gas services.
Energy Transition Applications
Weld overlay is being investigated for carbon capture, utilization, and storage (CCUS) pipelines, where CO₂ corrosion risk is high.
Potential applications in hydrogen transport as standards for embrittlement resistance evolve (ScienceDirect, 2023).
Technical Considerations
Bonding and Metallurgy
The metallurgical bond achieved through welding provides superior adhesion compared to mechanically expanded liners. This ensures robustness under thermal cycling and fatigue loading.
Inspection and Testing
Non-destructive testing (UT, radiography, eddy current) confirms bond integrity.
Weld overlays are subject to stringent qualification programs under API 5LD and DNV.
Limitations
High cost: Weld overlay consumes significant CRA material and requires slow, precise welding.
Manufacturing throughput: More time-intensive than mechanically lined pipe.
Heat-affected zones: Careful control is needed to avoid metallurgical defects or dilution.
Comparison With Alternative Pipe Types
CRA Clad Pipe
Hot roll bonded metallurgical bond.
Efficient for long straight pipelines.
High CRA consumption → higher cost.
Mechanically Lined Pipe (MLP)
CRA liner mechanically expanded into host pipe.
Lower cost and faster production.
Less suited for complex fittings, but excellent for flowlines and risers.
CRA Weld Overlay Pipe
CRA bonded via welding, metallurgical integrity.
Best for fittings, small-bore, bends, and components requiring precise CRA thickness.
Higher cost but unmatched flexibility.
Case Studies and Industry Adoption
North Sea Sour Gas Projects: CRA weld overlay used in manifolds and fittings, ensuring corrosion resistance in high-H₂S service.
Brazilian Pre-Salt: Weld overlay selected for critical subsea components where reel-lay liners were unsuitable.
Refining Sector: Common in hydrocracker and desulphurization units requiring reliable corrosion protection.
Future Outlook
Continued role in offshore oil & gas where reliability outweighs cost.
CCUS applications: Weld overlay offers security for CO₂ transport pipelines.
Hydrogen economy: Ongoing R&D focuses on overlay materials that resist hydrogen embrittlement.
Automation in welding: Robotic overlay systems are reducing time and cost per meter.
Conclusion – Key Takeaways
CRA weld overlay pipe combines structural strength and corrosion resistance with a metallurgical bond.
It is especially suited for fittings, bends, and components where other lined/clad technologies are impractical.
Though more costly and time-intensive, its flexibility and reliability make it indispensable for subsea, onshore, and future low-carbon projects.
In the energy transition, weld overlay will remain a key technology for CCS and hydrogen infrastructure.